Používané technológie
žiarové striekanie
Technológia žiarového striekania umožňuje nanášanie a vytváranie kovových, kovokeramických a keramických povlakov na všetky typy kovových konštrukčných materiálov – bez ohľadu na stav ich tepelného spracovania. Pre aplikáciu žiarového striekania nieje podstatné chemické zloženie základného materiálu povlakovaného dielu, ani stav jeho tepelného spracovania. Povlaky nieje možné nanášať iba na súčiastky s už vytvorenými vrstvami – napríklad nitridáciou albo chrómovaním.
Cieľom aplikácie povlakov vytvorených technológiou žiarového striekania je úprava alebo obnova funkčných plôch so špecifickými vlastnosťami na strojných súčiastkách – za súčasného zníženia výrobných a prevádzkových nákladov. Túto technológiu je možné používať ako v oblasti prvovýroby, tak v oblasti opráv a renovácií.
| Metódy žiarového striekania (ŽS) podľa nositeľa energie | Skratky metód | |
|---|---|---|
| ŽS rozprašovaním taveniny | Nástrek roztaveného kovu | MBS |
| Nástrek plameňom z drôtu | WFS | |
| ŽS s využitím plynných alebo kvapalných palív | Nástrek vysokorýchlostným plameňom z drôtu | HVWFS |
| Nástrek plameňom z práškov | PFS | |
| Nástrek vysokorýchlostným plameňom | HVOF | |
| Detonačný nástrek | DGS | |
| ŽS s využitím expanzie vysoko stlačených plynov bez spaľovania | Nástrek za studena | CGS |
| Nástrek elektrickým oblúkom | AS | |
| Nástrek eletrickým oblúkom s ochranným plynom | SAS | |
| Plazmatický nástrek na vzduchu | APS | |
| ŽS s využitím elektrického oblúku alebo výboje v plynoch | Plazmatický nástrek s ochranným plynom | SPS |
| Plazmatický nástrek v komore vo vákuu | VPS | |
| Plazmatický nástrek v komore pri tlaku presahujúci 1 bar | HPPS | |
| Plazmatický nástrek s kvapalinovou stabilizáciou | LSPS | |
| Indukčný plazmatický nástrek | ICPS | |
| ŽS s využitím zväzku svetelných paprskov | Nástrek laserom | LS |
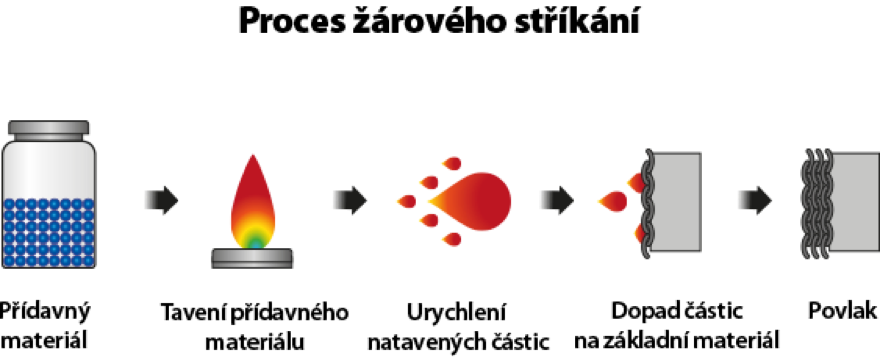
Ako vznikajú povlaky unikátnych vlastností
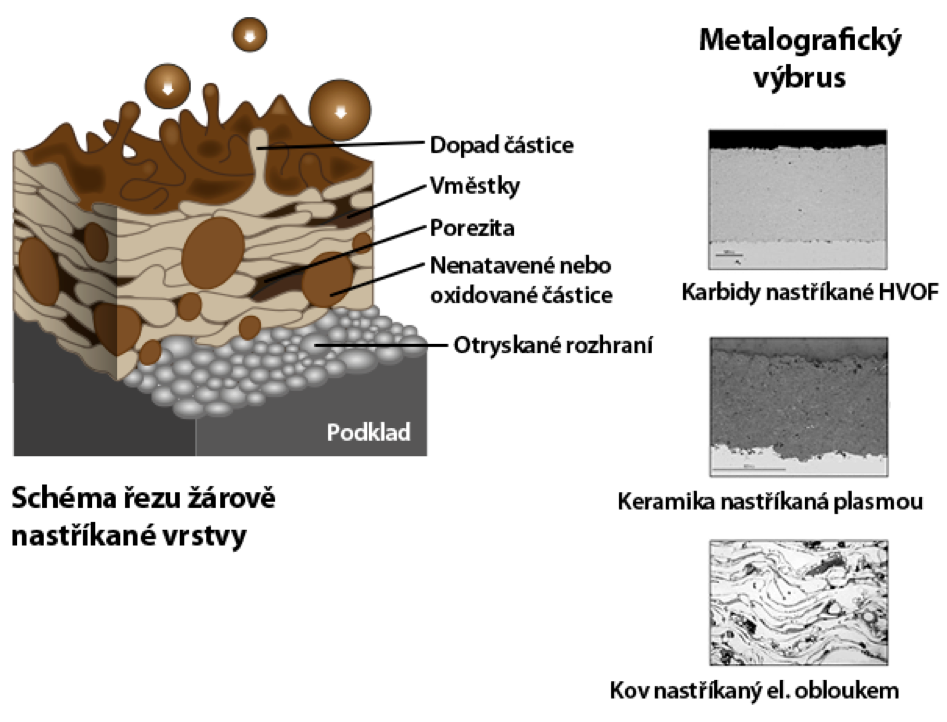
Počas procesu nanášania povlakov dochádza k ohriatiu základného materiálu na teploty okolo 100 °C, vo výnimočných prípadoch do 150 °C. Nedochádza teda ani k deformácii povlakovaného dielu, ani k degradácii štruktúry základného materiálu. Všeobecne môžme proces vytvárania povlakov technológiou žiarového striekania charakterizovať ako natavovanie prídavného materiálu vo forme prášku, drôtu alebo tyčinky, ktorých častice sú urýchlované a nanášané, na dopredu pripravený, otryskaný povrch súčiastok. Po dopade na základný materiál dochádza k čiastočnej alebo úplnej deformácii individuálne dopadajúcich častíc, ktoré sa postupne veľmi rýchlo ochladzujú, tuhnú a vytvárajú typickú štruktúru povlaku.
Hrúbky povlakov sa pohybujú od 0,1 mm až do niekoľko milimetrov podľa použitej metódy technológie, pričom spoločnosť KSC disponuje zariadením pre všetky štyri základné metódy žiarového striekania: plameňom, elektrickým oblúkom, plazmou a vysokorychlostným striekaním plameňom. Pracovisko je vybavené automatizovanými systémami, ktoré zabezpečujú vysokú spoľahlivosť a reprodukovateľnosť procesu nanášania na rôzne tvary polotovarov – rotačné, rovinné a iné zložitejšie tvary – a s určitým obmedzením aj do otvorov.
Konkrétne požiadavky sme schopný kompletne posúdiť a v spolupráci s vašímy konštruktérmi a technológmi navrhnúť optimálny technologický postup. V prípade požiadavkov na povlakovanie väčších dielov môžeme previesť nástrek rozmerných súčiastok priamo u vás. Neváhajte nás kontaktovať.
Základné metódy

Žiarové striekanie plameňom
Vývojovo ukončená metóda je využívaná už iba na veľmi špecifické aplikácie. Pri porovnaní s ostatnými metódami technológie žiarového striekania majú tieto povlaky najnižšie hodnoty základných charakteristík (priľnavosť, súdržnosť apod.), súčasne tiež vysokú pórovitosť vrstvy. Pri kovových povlakoch sa vyskytuje vysoké percento oxidov, ktoré na jednej strane zvyšujú tvrdosť, na druhej ale znižujú húževnatosť, súdržnosť povlakov a tiež jeho priľnavosť. Pri žiarovom striekaní plameňom je možné použiť prídavný materiál vo forme prášku, drôtu nalebo tyčinky.
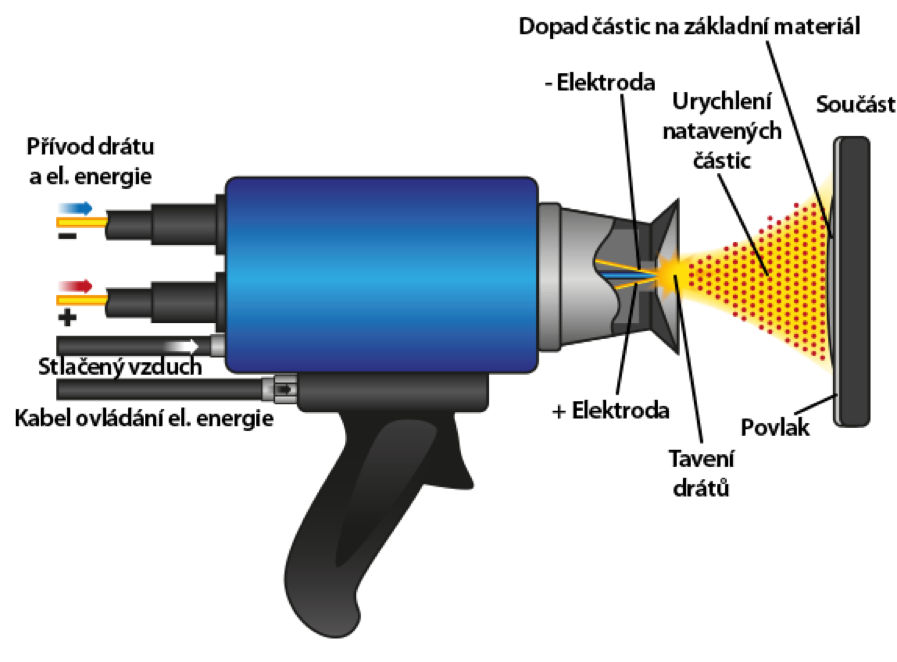
Žiarové striekanie elektrickým oblúkom
Využitie elektrického oblúku je výhodné predovšetkým pri renováciách a opravách. Hlavne tam, kde je opotrebenie väčšie – pre vytváranie vrstvy o hrúbke 1–4 mm. Často sa tiež využíva ako základ pod povlaky keramické a kovokeramické, kde je potreba vytvoriť podklad s vyššou pevnosťou a húževnatosťou, ako má základný materiál.
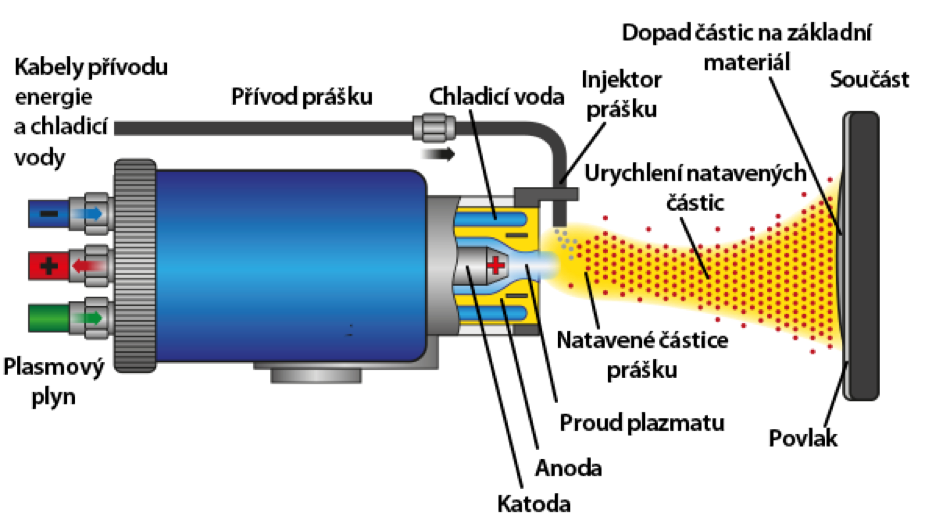
Žiarové striekanie plazmou
Ide o najprispôsobivejšiu metódu, vhodnú pre nástrek povlakov s vysoko kvalitnými a často unikátnymi vlastnosťami. Plazmové striekanie je výhodné pre tvorbu homogénnych a funkčne gradovaných, ochranných a funkčných povlakov z kovových a keramických materiálov či kovokeramických zmesí. V prípade potreby je možné mieru pórovitosti povlakov modifikovať, prípadne celkom eliminovať.

Žiarové striekanie vysokorýchlostné striekanie plameňom
Povlakovanie vykonávané pri vysokých rýchlostiach, ktoré dosahujú až niekoľko sto metrov za sekundu. Výsledkom sú povlaky s najvyššou priľnavosťou a vzájomnou súdržnosťou častíc.